400-188-9511


內(nèi)銷部: 李先生
手機: 18657576420 / 18957572800
電話: 0575-87630107
外貿部: 李先生
手機: 18657504928
電話: 0575-87630102
網址:www.xaslbz.com
地址:浙(zhè)江省諸暨市店口鎮紫陽路8號
1. 什麽(me)是(shì)色母?色母原料主要(yào)包括(kuò):載體、著色劑、助劑。載體是色母的重要(yào)成分(fèn),它的主要作用是承載(zǎi)著色劑的,並將其(qí)分散融合到需要改變顏色的塑(sù)料中。紹興燃氣用鋁塑管著色劑是色母中的最為關鍵(jiàn)的(de)成分,它使得色母呈現出不同的(de)顏色;助劑含量較(jiào)少,一(yī)般是為了幫(bāng)助著色劑分散或者獲得一些特殊的性能,如抗氧化、光穩定等。色母一般分為通用色母和專用色母,它們的區別在於載(zǎi)體的選擇上。比如,PPR專用色母的載體一般也是選用PPR,以保證良好的相容性。燃(rán)氣用鋁塑管價格由於通用色母的相容性不好,所以大多數正規廠家隻(zhī)生產專用色母。
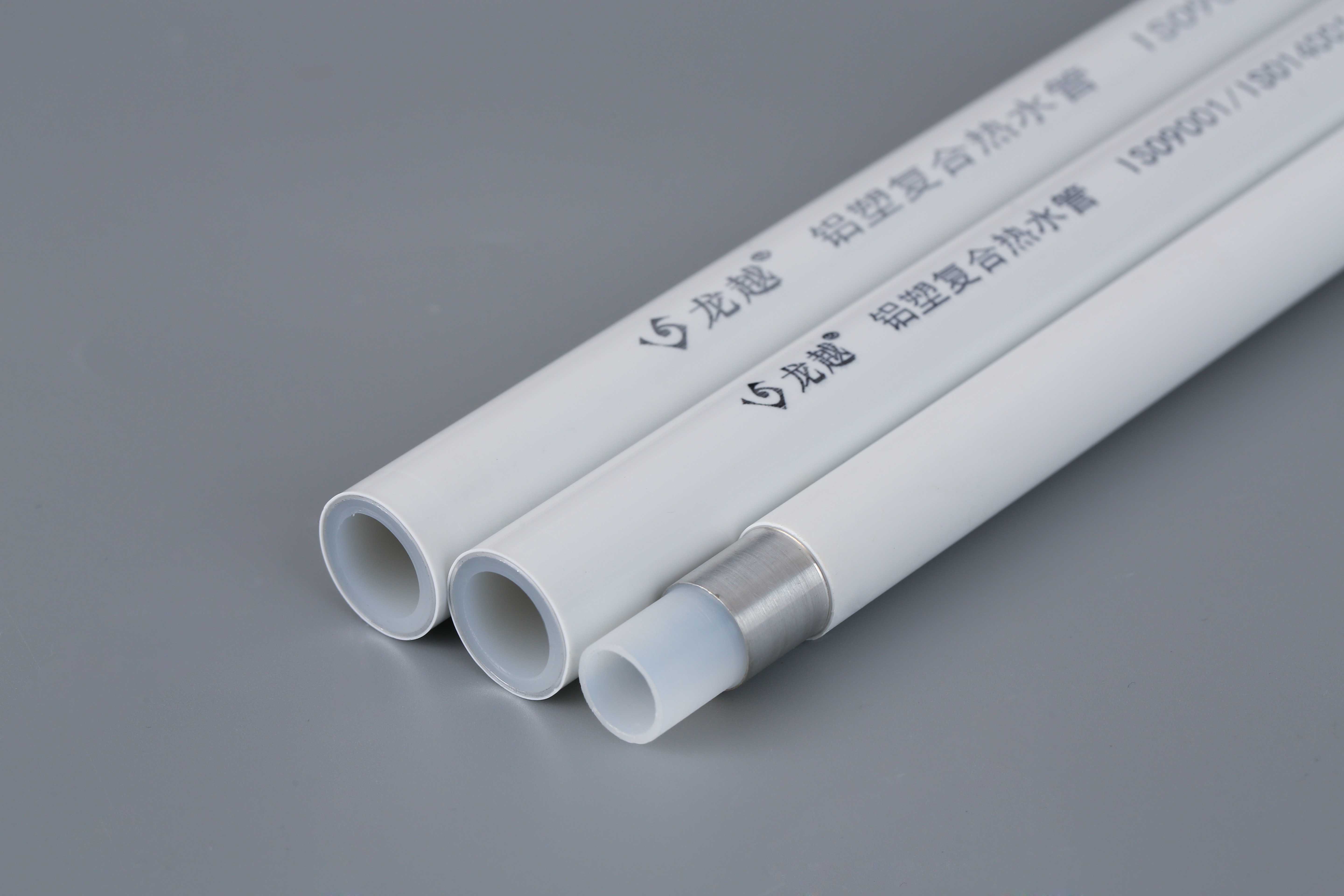
其次對於已經裝修好的房子,地暖管破損,滲漏(lòu)。紹興燃氣用鋁塑管如果整根更換造價高,施工難。通常(cháng)采(cǎi)用接(jiē)頭維修的方式:金屬接頭:將地暖(nuǎn)管破損部位切除,切割整齊,然後用接頭將兩側對接起來(lái),如果切割部位比較長,需要在中間接一(yī)節同材質的地暖管,要用兩個接頭。一般接頭材質是銅質。因為金(jīn)屬(shǔ)接頭容易生鏽(xiù),再者金屬與地暖管材質不同,長期熱脹冷縮容易發生(shēng)漏水。質量好的燃氣用鋁塑管所以(yǐ)使用金(jīn)屬接頭維修過的地暖管,做好位置標記,因為滲漏的風險比較大一(yī)些(xiē)。

添加碳酸鈣(gài)對PPR水管有什麽不好的影響。在PPR水管的生產時,燃氣用鋁塑管價格添加碳酸鈣對PPR水管主要(yào)有兩點不利影響。首(shǒu)先,也是最重要的一點,碳酸鈣的加入會降低PPR水管力學性(xìng)能的,影響水(shuǐ)管的靜壓強度。相比力學性能好的(de)PPR管,這樣的水管更容易發生爆管事故。另(lìng)外,紹興燃氣用鋁塑管PPR的導(dǎo)熱係數為0.23-0.24W/(m·K),而碳酸鈣的導熱係(xì)數為2.5W/(m·K),所以碳(tàn)酸鈣的加入(rù)會使PPR管的導(dǎo)熱係(xì)數增加。若PPR管是用在一些地暖(nuǎn)、地(dì)源管道方麵或許是有好處的,但是在家庭供水中,實際上會降低水管的保溫性能,造成能量不必(bì)要的浪費(fèi)。

3. 色母是否健康環保?從製造水管的色母(mǔ)的主要成分來看,載體PPR這種材質本身是健康環保的,而著(zhe)色劑,如果是正規渠(qú)道的也(yě)是沒有問題的,燃氣用(yòng)鋁塑(sù)管(guǎn)價格問題在(zài)於來源不可靠的色母可能會(huì)含(hán)有鉛、鉻等重金屬鹽,因為部分種類(lèi)的色母會含(hán)有這類成分。不同廠家生(shēng)產的色母,由於原料選擇不同,質量也是有好壞之分的。好的色母流動性和相容性比較好,能夠更加均勻地分散在塑料中,對塑料本身的力(lì)學性能不會產生不(bú)良影響。另外,對於PPR水管來說,色母的遮蓋力是一個(gè)非常重要的參數,紹興燃(rán)氣用鋁塑管它決定了(le)水(shuǐ)管的(de)遮光性能,遮光性能也就意味著(zhe)PPR水管(guǎn)抑製水管中滋生藻類(lèi)和細(xì)菌的能力(lì)。
PPR水管如今是大(dà)部分家庭裝修(xiū)選擇的管道(dào)材料,PPR水管的壁厚是不是越厚越好?很多人並不是非常清(qīng)楚,也沒有什(shí)麽(me)概念,質量好的燃氣用鋁塑管這往往會被人有意誤(wù)導,今天(tiān)我(wǒ)們就來說道說道PPR水管壁厚這件事情。有人說PPR水管的壁厚跟承壓、耐溫沒有關係,這是是胡(hú)說八道。PPR水管的壁厚跟水管(guǎn)的承壓能力直接相(xiàng)關,並且承壓跟溫度相關,所以間接的,壁厚又跟(gēn)耐溫相關。紹興燃氣用鋁塑管價格現(xiàn)在的家用(yòng)PPR水管常用的(de)是S3.2和(hé)S2.5兩個管(guǎn)係列,以外徑25mm規格水管為(wéi)例,S3.2和S2.5對應的標準壁厚分別是3.5mm和4.2mm。

二、水管檢查驗(yàn)收1、試壓(yā)工具精密度精確到0.1公斤,試壓位(wèi)置,要是室內水管接頭最低點。2、PPR管在試壓的時候是(shì)注滿水的,不可以有空氣。3、燃氣用鋁塑(sù)管價格測試壓力最大是平時工作的(de)1.5倍,也就是大家常(cháng)說的十公斤。4、檢查所有的接頭、堵頭、內絲接頭等可有滲水、漏水的,沒有就是合格的(在(zài)試壓中,過了30分鍾後,壓力下降0.05公斤是正常的)。三、ppr水管打壓標準流程1、將試壓管道末端封堵,緩慢注水,同(tóng)時將管道內氣體排(pái)出。2、充滿水後,進(jìn)行水密性檢查。3、紹興燃氣用鋁塑管加壓宜用手動泵緩慢加壓,升壓時間不得小於10分鍾。4、升至試驗壓力,停止加壓,穩壓1小時,觀察接頭部位是否有漏水現象。5、穩壓一小時,補壓至試驗壓(yā)力值,15分鍾內壓力下降(jiàng)不超過0.05Mpa為合格。

 浙公網安備 33068102000805號
浙公網安備 33068102000805號